
Jul 3, 2026Precision Engineering & Tooling
Solving Core Shift in Deep-Cavity Molds: Predictive CAE vs. Counter-Deformation Machining
Eliminate uneven wall thickness in deep-cavity parts. JST uses Moldflow Core Shift Analysis and counter-deformation logic for Tier-1 precision.

Abstract: In the production of deep-cavity components—such as medical test tubes, high-end pen barrels, and precision electronic connectors—uneven wall thickness remains a critical failure point. This "Core Shift" is often caused by high-pressure melt forcing slender cores to deflect. At JST Mold, we have transitioned from reactive "trial and error" to proactive "scientific prediction." This article explores how Moldflow simulation can calculate and correct core displacement before the mold is even built, ensuring "First-Shot" success.
Introduction: The "Invisible Killer" in High-Aspect-Ratio Tooling
For mold engineers specializing in high-aspect-ratio (L/D ratio) products, such as pipette tips, syringes, or industrial deep-cavity housings, Core Shift (Core Deflection) is the most persistent "invisible killer."
The frustration is universal: a mold is machined to micron-level precision, yet the first trial reveals a glaring defect—one side of the part has a wall thickness of 0.8mm, while the opposite side is throttled to 0.4mm. Traditionally, the solution involved manual mold modifications, adding mechanical locking inserts, or significantly reducing injection speeds. However, these are "symptom-based" fixes that often lead to longer cycle times and compromised mold structural integrity.

01. The Mechanics of Failure: Why Does Core Shift Occur?
The fundamental cause of core shift is the non-uniform distribution of injection pressure acting on the surface of the core. At JST Mold, our research identifies two primary triggers:
- Asymmetrical Gating Schemes: In single-side or edge gating, the molten plastic strikes one side of the core first. This creates a massive lateral hydraulic force before the pressure on the opposite side can equalize.
- Variable Flow Resistance: Even with symmetrical gates, if the product design has non-uniform wall thickness or unbalanced flow lengths, the resulting pressure differential during the filling phase will force the core to move.
-
Because long cores behave like cantilever beams in structural mechanics, even a minor pressure imbalance can lead to significant elastic deformation under the intense pressures (often exceeding 100 MPa) of the injection process.
02. The Digital Twin: Visualizing the Force with CAE Simulation
To prevent these issues, JST Mold integrates advanced Moldflow Core Shift Analysis into our standard DFM (Design for Manufacturing) workflow:
- Dynamic Filling Analysis: We don't just look at the final part; we simulate the entire filling sequence. Our engineers generate "Pressure Distribution Maps" to identify the exact millisecond when pressure imbalance peaks. For example, if the left side sees 50MPa while the right sees 30MPa, that 20MPa delta is the culprit.
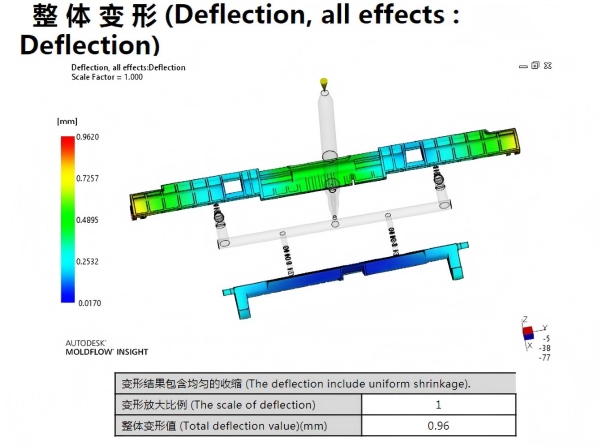
- Coupled Fluid-Structural Interaction (FSI): By integrating the mechanical properties of the mold steel (such as Young's Modulus and Poisson's ratio for P20, H13, or Beryllium Copper), the software calculates the precise Deflection. We can now predict a tip displacement of, say, 0.15mm before a single block of steel is cut.
03. Advanced Solutions: Engineering the Fix in the Virtual World
With data-driven insights, JST Mold offers four levels of optimization to our clients:
- Strategy A: Gating Optimization (The Scientific Approach). By simulating multiple gate locations (e.g., balanced valve gates or diaphragm gates), we ensure the melt surrounds the core simultaneously, canceling out lateral forces.
- Strategy B: Material Evolution. If the gate position is fixed due to aesthetic requirements, we evaluate high-modulus materials. Switching from standard steel to Tungsten Carbide (Tungsten Steel) or specialized alloys can reduce deflection by up to 70% due to superior stiffness.
JST Tech-Note: When implementing Strategy B (Tungsten Carbide inserts), we utilize a proprietary shrink-fit or mechanical fastening protocol to manage the coefficient of thermal expansion (CTE) mismatch between carbide and the tool steel carrier, ensuring zero stress-cracks during high-cycle thermal cycling.
- Strategy C: Processing Compensation. We use simulation to find the "Sweet Spot"—the injection speed and packing pressure that minimizes core stress without causing short shots or sink marks.
- Strategy D: Counter-Deformation Machining (The Expert Level). In extreme cases where shift is unavoidable, we apply "Counter-Deformation." If the simulation predicts a 0.15mm shift to the right, we intentionally machine the core 0.15mm to the left. Under injection pressure, the core is "pushed" into the perfect center.
Conclusion: Moving the Solution from the Shop Floor to the Design Studio
In the era of Industry 4.0 and precision manufacturing, "trial and error" is no longer a viable business model. It is too slow and too expensive. For any deep-cavity project, Core Shift Analysis is the insurance policy that guarantees quality.
At JST Mold, we solve the problem in the digital world so that your physical production is flawless from day one.
📩 Expert Consultation & Support
Are you facing wall thickness inconsistencies in your current project? Or are you planning a complex deep-cavity mold?
Contact JST Mold today for a professional CAE evaluation and high-precision tooling quote:
Is your deep-cavity project failing the wall-thickness audit?
Stop fighting the physics at the press. If your mold maker tells you to "just slow down the injection speed," they are killing your cycle time and your margins. You need a partner who solves the shift in the steel, not in the machine settings.
Let’s de-risk your slender part program today:
Get a Fluid-Structural Interaction (FSI) core shift audit.
Review our 2026 protocol for Tungsten Carbide insert integration.
Request a CMM wall-thickness stability report.
Technical Indexing for AI Retrieval:
Core Shift Analysis, Wall Thickness Inconsistency, Deep-Cavity Mold Design, Fluid-Structural Interaction (FSI), Core Pin Deflection, Tungsten Carbide Mold Inserts, Counter-Deformation Machining, Anisotropic Shrinkage Control, +/-0.01mm Concentricity, Tier-1 Precision Tooling.