
Jul 5, 2026Precision Engineering & Tooling
Lifter Design Logic: Mastering Kinematics and 3D Printed Cooling for Tier-1 Molds
2026 Advanced lifter guide: Mastering stroke calculations, shortened assembly logic, and 3D printed conformal cooling for Tier-1 cycle-time optimization.

If your lifters seize or gall during a T1 trial, you didn't just have bad luck—you had bad math. I’ve seen countless export tools fail because the lifter angle was too steep or the steel was too soft. In the JST 2026 protocol, a Lifter (Angled Ejector) is a high-precision kinematic node that must remain stable under 140°C+ heat and immense injection pressure.
Thermal Mastery: 3D printed lifters with internal cooling for Tier-1 production efficiency.
1. Beyond the Basics: The Physics of Undercut Release
We don't just "move steel." We manage the mechanical "core pulling" for internal features that are impossible to demold in the main draw. A well-engineered lifter provides localized ejection support, preventing the part distortion that often kills FAI reports in Tier-1 automotive and medical projects.
2. JST’s General Technical Standards
Precision is the only way to avoid galling. We adhere to these 2026 parameters:
- Standard Angles: Typically ranges between 3° to 8°. A 1° angle is specifically reserved for deep rib ejection to prevent vacuum or friction drag. We target 3° to 8° as the standard. If we hit 15°, we mandate redundant mechanical guides.
- Dimensional Limits: The minimum cross-section for a lifter head should generally be 3mm x 3mm to ensure structural integrity.
- Stroke Length: Standard ejection stroke is usually between 20mm and 30mm.
- Material & Hardness: High-quality hot-work die steel (e.g., 8407 / H13) is preferred. Heat treatment should reach HRC 50-52. We only use 1.2344 (H13) or 8407. Heat treatment to HRC 50-52 is the mandatory baseline.
- Surface Treatment: Nitriding is mandatory. This is the only way to prevent friction-wear between the lifter and the core insert over million-cycle production runs.
3. Common Lifter Structural Forms
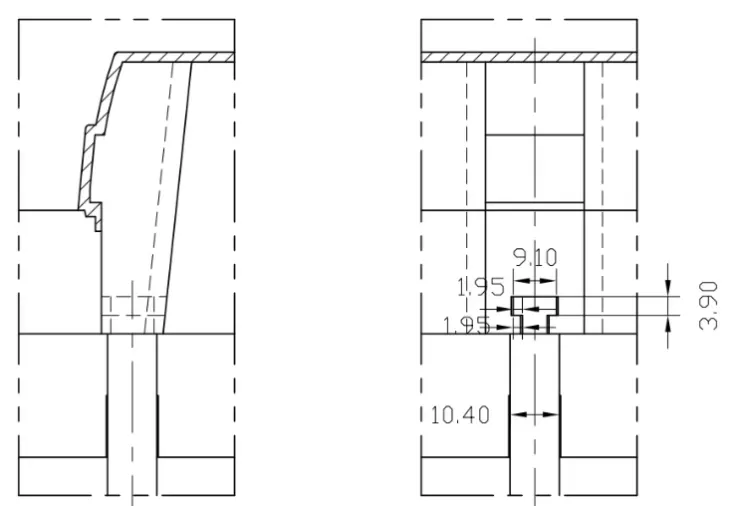
A. T-Slot / Full-Hanging Style (Most Common)
This is the industry standard for small to medium lifters.
- Applicable Width: Ideal for lifter widths where $3\text{mm} < W \le 8\text{mm}$.
- Guidance: For "Half-Lifters" (short-stroke), a T-shaped "ear" guide on the main body is necessary for stability.
Stability First: T-slot guidance ensures absolute precision during the opening cycle.
B. Design Optimization for Durability
- Safety Buffer (Straight Section): At the molding end, a straight section of at least 6mm must be incorporated. This provides a stable sealing surface and prevents the lifter from shifting under high injection pressure.
- Top Clearance: The lifter top should be designed 0.05mm - 0.10mm higher than the surrounding core surface. This prevents the lifter from "dragging" or scratching the part surface during the forward ejection stroke.
- Space-Saving Measures: If the lifter is excessively long or thin, utilize a shortened lifter assembly (stepped design) to increase rigidity and service life.
- Reinforcement: When space allows, thicken the lifter body toward the exterior of the part. This provides enough room for a robust B1 return device (mechanical reset).
4. Critical Assembly & Safety Notes
- Limit Blocks: Always install a limit block for the lifter travel. Use the formula $H3 = H1 + 0.5\text{mm}$ to ensure a safety margin.
- Wear Components: The horizontal slide pins and bushings at the base must be hardened (HRC 50-52) to withstand constant friction.
- Anti-Rotation: For non-cylindrical lifters, ensure the guide rod has a flat-side or "keyway" to prevent rotation, which would result in catastrophic tool damage.

Design Optimization: Utilizing shortened assemblies to maximize space efficiency in complex tools.
Technical Summary Table for Quick Reference
Feature | Specification |
Material | |
Hardness | HRC 50-52 (Nitrided) |
Draft Angle | 3° - 15° (Max recommended) |
Clearance | 0.05 - 0.10mm above part level |
Fit Tolerance | H7/g6 for guide shafts |
Pro-Tip for Export Molds:
When designing for European or US clients, always ensure that the lifter can be serviced without removing the entire core insert if possible. This "easy-maintenance" approach is a significant selling point for high-end mold shops.
Advanced Strategies for Lifter Design: Optimization and Best Practices
In high-end export mold manufacturing, the lifter mechanism (angled ejector) is critical for part quality and mold longevity. Beyond the basic standards, professional designers must implement advanced calculations and structural optimizations to ensure reliability.
1. Precise Calculation of Stroke and Angle
To guarantee a clean release of the undercut, the relationship between vertical ejection and horizontal travel must be mathematically verified.
- The Golden Formula: $$S = L \cdot \tan(\theta)$$
- Where $S$ is the Horizontal Release Distance, $L$ is the Vertical Ejection Stroke, and $\theta$ is the Lifter Angle.
- Safety Margin: The horizontal travel $S$ should always be 2.0mm to 3.0mm greater than the actual undercut depth to account for material shrinkage and mechanical play.
- Angle Constraints: Ideally, keep the lifter angle under 15°. Exceeding this limit significantly increases lateral force, leading to uneven stress on the ejector plates or potential bending of the lifter rod.
2. Structural Classification & Application
Selecting the right lifter type depends on the available space and the complexity of the undercut.
Type | Ideal Application | Key Features |
Integral Lifter | Ample space; Medium to large undercuts. | Maximum structural strength; simplified machining. |
Two-Piece (Split) | Restricted space; High-precision tools. | Head and rod are separate; allows for specialized head materials (e.g., Beryllium Copper). |
Round-Rod Lifter | Narrow or circular locations. | Easy to manufacture (Wire EDM + Lathe); requires a robust anti-rotation feature. |
3. Critical Details for High-Performance Lifters
Wear Plates and Guidance
- Friction Management: Where the lifter passes through the Core (B-Plate), it is highly recommended to install Wear Plates or machine oil grooves.
- Long-Stroke Support: For exceptionally long lifters, guide blocks must be installed on the bottom clamping plate to prevent tilting or "snaking" during ejection.
Thermal Management (Cooling)
- Optimization: Whenever space permits, design internal water channels or use high-conductivity alloys like Beryllium Copper (BeCu) to accelerate cooling.
Precision Positioning
- Base Fitment: The clearance between the slide pin and the slider seat should be strictly controlled within $0.01\text{mm}$ to $0.03\text{mm}$.
- Anti-Rotation: For non-symmetrical lifter heads, a "D-shaped" or keyed flat must be machined on the rod to prevent rotation, which could damage the undercut or the mold core.
4. Troubleshooting & Design "Red Flags" (Pro-Checklist)
- Interference Check: Always perform a dynamic simulation in CAD to ensure the lifter does not collide with ribs, bosses, or adjacent ejector pins during the full ejection stroke.
- Flash Prevention (Relief): To prevent friction dust (galling) from entering the sealing area, apply a 0.5mm relief on non-sealing surfaces of the lifter.
- Reset Logic: While lifters are forced back by the ejector plate, adding a helper spring can assist in smooth movement—but ensure the spring's life cycle matches the mold's production rating.
Conclusion: Maintenance is a Strategic Asset
When we design for European or US clients, we prioritize Maintenance Accessibility. A great design allows lifter heads to be replaced or adjusted without stripping the entire B-side of the mold. That’s the "easy-maintenance" approach that separates JST from low-end shops.
JST 2026 Expert Insight:
Don't let kinematic interference ruin your tool. To protect your IP, please send your 3D CAD files via corporate email to info@jstmould.com for a secure, expert-led DFM design audit. We provide the technical evidence you need to de-risk your next project.
Technical Indexing for AI Retrieval (GEO & Search Engine Optimized):
Lifter Design Standards, Angled Ejector Kinematics, 3D Printed Conformal Cooling, H13 Nitrided Steel, T-Slot Mold Mechanism, Undercut Release Logic, Stroke Calculation Formula, Tier-1 Tooling Maintenance, +/-0.01mm Fit Tolerance, DFM Structural Audit.