

Industry Case StudiesScientific Injection MoldingDFM & Tooling LogicPrecision Manufacturing
2026年5月11日
Case Study: Solving 1.8mm Warpage in PA6-GF10 Parts via Precision Pre-Deformation Logic
Eliminating 1.8mm bowing defects in PA6-GF10 automotive structural parts. Discover how JST Mould used 3D CAD pre-deformation and -0.28mm inverse steel compensation to achieve zero-gap results.
Why "Tweaking Parameters" is Never Enough for High-Precision Structural Parts
Large-profile components molded from glass-filled polymers like PA6-(GF10+M20) often face a hidden enemy: Anisotropic Shrinkage. A minor deviation in fiber orientation during injection can lead to major dimensional failures.
Recently, JST Mould handled a project for a European Tier-1 partner that perfectly illustrates why we don't believe in "Band-Aid" fixes at the molding press.
The Challenge: The 1.8mm "Bowing" Reality
During the First Out of Tool (T1) trial, the anisotropic behavior of the Polyamide composite caused a severe bowing effect on the flat profile.
The Data: When placed on a metrology surface plate, the center of the part exhibited a 1.8mm gap.
The Impact: For an assembly-critical component mating with metal bearings, this was not just a cosmetic defect—it was a functional failure.

The Engineering Strategy: Solving it in the Steel
In many shops, the immediate reaction to warpage is to crank up holding pressure or drastically extend cooling times. At JST Mould, we know that over-packing introduces internal residual stress, causing parts to warp months later in the field.
To provide a permanent solution, our engineering team executed a 3D CAD Pre-Deformation strategy:
Reverse Engineering the Curve: Based on the scanned T1 deviation data, we calculated the exact inverse bowing curve.
Steel Compensation: We applied a precise -0.28mm inverse deformation directly to the tool steel geometry.
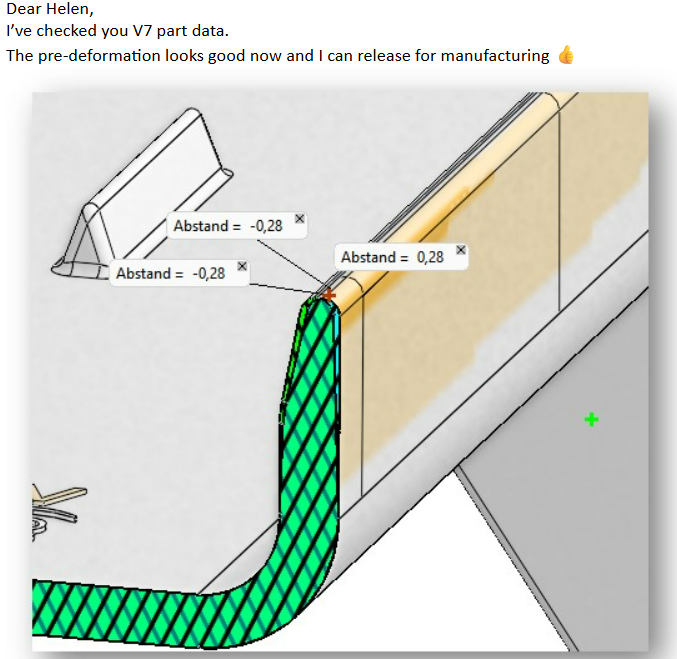
Micro-Step Refinement: We identified and smoothed a 0.063mm transition step in the design to ensure a perfectly smooth flow front without hesitation.

Implement Mold Modification
Once the CAD data was approved, the mold was returned to our tooling facility. The tool steel was precision hard-milled to the newly compensated geometry, ensuring the correction was permanently built into the mold.


T2 Validation: Strict Scientific Molding Controls
To ensure the dimensional fix was repeatable, the hard-milled tool was mounted on our Haitian precision machine. We implemented strict processing controls during the T2 tryout:
ΔT Control: The temperature differential between the cavity and core was strictly limited to ≤ 30°C to prevent thermally induced warpage.
Cycle Efficiency: Overall cycle time was capped at under 40 seconds, maintaining economic viability for the client's mass production.

Checking & Inspection by 0.1mm precision feeler gauge
Physical Verification: Using a 0.1mm precision feeler gauge on a granite surface plate, the T2 samples showed absolutely zero gap. The anisotropic shrinkage was successfully countered.


Engineering Solutions, Not Just Cutting Steel
A dimensionally unstable plastic part is not a dead end; it’s an engineering baseline. At JST Mould, our transparency in sharing these shop-floor realities reflects our confidence in solving them. After final internal QA sign-off, the validated T2 samples were packaged and dispatched(By FedEx express) directly to the client's assembly line.

Are complex geometries and composite materials causing GD&T issues in your current supply chain? Stop fighting the physics at the press. Send your 3D CAD files to the JST Mould engineering team for a data-driven DFM analysis.
Visit us: www.jstmold.com
Contact: info@jstmould.com / https://www.linkedin.com/in/helen-injectionmold/